










Автоматизация жизненного цикла документа. Часть II
Автор: Жилина Светлана Борисовна, Капитанов Николай
Появление в учетной системе предприятия актуальной электронной спецификации на изделие даже только в части покупных комплектующих изделий (ПКИ) дает широкие возможности, в частности:
- повышение эффективности и прозрачности управления сборочным производством;
- диспетчеризация комплектации изделий с момента запуска в производство до полного обеспечения ПКИ (закрытия дефицита);
- автоматическое формирование электронной сводной ведомости дефицита;
- отслеживание и контроль отпуска конкретных наименований и количества ПКИ в цеха под конкретные изделия;
- автоматизация процесса формирование плана закупок ПКИ, анализ обеспеченности производства.
Запуск изделий на изготовление по ЭКВ в производственно-диспетчерском отделе (ПДО).
Запуск изделий в производство осуществляется ПДО на основании планов, графиков, служебных записок и иных документов в системе «1С УПП 8» с помощью документа «Заказ на производство» в подготовленном интерфейсе пользователя «Рабочий стол специалиста ПДО» (рисунок 1), где выполняются все действия, описанные в инструкции по работе с ЭКВ.
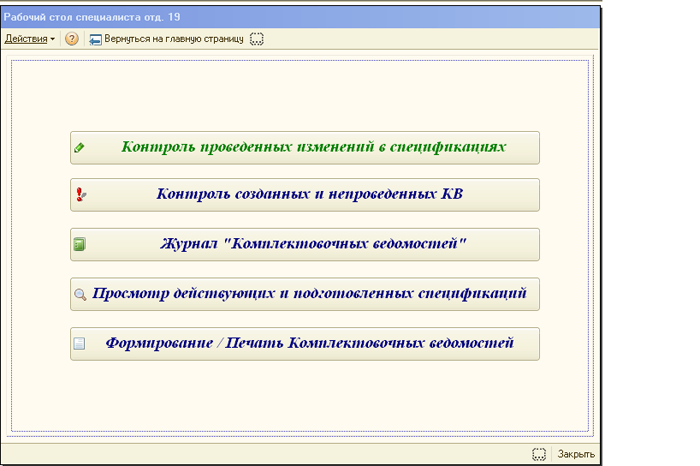
рисунок 1
- «Контроль проведенных изменений в спецификациях» - применяется для отслеживания изменений по извещениям в спецификациях на запущенные изделия;
- «Контроль созданных и не проведенных КВ» - применяется для поиска ЭКВ, по которым еще не произведен запуск изделий в производство, и, в случае их обнаружения, выдает сообщение на экран;
- «Журнал Комплектовочных ведомостей» - используется для работы с ЭКВ с возможностью настройки отбора по конкретному изделию или номеру ЭКВ;
- «Просмотр действующих и подготовленных спецификаций» - используется для просмотра всех имеющиеся версий спецификации заданного изделия и их статусов;
- «Формирование/Печать Комплектовочных ведомостей» обеспечивает пользователя привычной печатной формой КВ.
ЭКВ загружается в систему «1С:УПП 8» с состоянием «Подготовлен», что свидетельствует о возможности использования ЭКВ при последующих запусках изделий в производство. Его перевод в статус «Утвержден» осуществляется специалистом ПДО; при этом заполняются дополнительные графы документа: номер КВ, номера комплектов, количество узлов в таре, цех-потребитель, основание запуска, номер заказа и назначение комплектов (приемка ПЗ, ОТК, типовые испытания).
После заполнения необходимых граф КВ на изделие, входящих составных частей и сборочных единиц с указанием номеров экземпляров, распечатывается бумажная форма документа (рисунок 2), подписывается у начальника производства и передается на участок комплектации сборочного цеха, где она, в конечном итоге, вкладывается в паспорт готового изделия с соответствующим номером комплекта.
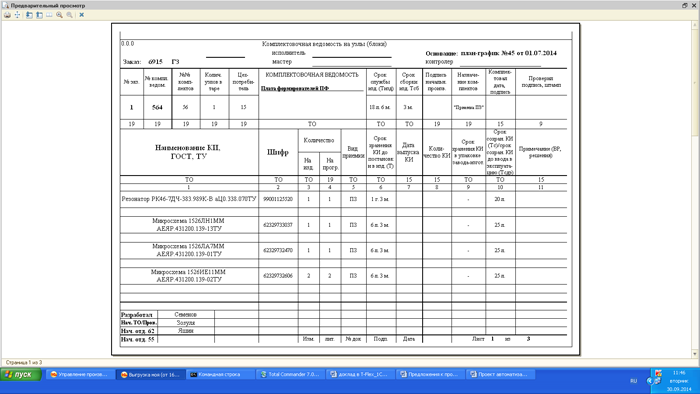
рисунок 2
Выдача ПКИ для доработки изделий по техническим указаниям, техническим решениям, извещениям на изменения конструкторской документации, а также при срочной доработке производится согласно дополнительной комплектовочной ведомости на изделие, оформленной только на запущенные комплекты изделий. Дополнительная и дефектная ведомости оформляются и передаются в производство специалистом ПДО согласно инструкции.
Специалист ПДО отслеживает и проводит все изменения, связанные с корректировками запусков изделий по ЭКВ. Для аннулирования запуска изделия по ЭКВ оформляется документ закрытия ЭКВ в системе «1С:УПП 8» и ЭКВ изымается из производства, при этом, если комплектация уже была осуществлена, то оформляется перенос комплектующих со старой ЭКВ на новую (если данные комплектующие необходимы для комплектации другого изделия, уже запущенного). В случае выявления невостребованных ПКИ, осуществляется возврат комплектующих на склад отдела комплектации в установленном порядке.
Процесс обеспечения сборочного цеха ПКИ на основании ЭКВ.
На основании заполненного и проведенного в ПДО «Заказа на производство» специалистом по комплектации сборочного цеха формируется пакет электронных документов «Требование-накладная» (ТН) причем, на каждый печатный узел, входящий в головное изделие, автоматически формируется отдельный документ «Требование-накладная». Сформированные ТН отображаются на складе отдела комплектации в журнале «Требований-накладных» для их дальнейшей обработки. Для формирования электронных ТН используется разработанный интерфейс «Рабочий стол специалиста сборочного цеха».
После выбора необходимых параметров КВ комплектовщики цеха формируют заявки на комплектование, в роли которых выступает документ «Требование-накладная».
Дополнительно разработан механизм лимитирования количества ПКИ в требовании-накладной относительно ЭКВ.
На рабочем столе специалиста цеха выполняются еще и следующие функции:
- «Сводная ведомость дефицита» - в виде электронного отчета доступного всем пользователям, которые работают с комплектацией и, при необходимости, может быть распечатана для оперативки по дефициту, проводимой руководителем дирекции по закупкам;
- «Формирование ТН по подбору» - производится по карте подборного ряда на изделие, с указанием количества и срока хранения ПКИ;
- «Формирование ТН по картам замены» - производится для выписки со склада ПКИ взамен вышедших из строя.
Далее к работе с ЭКВ приступает склад комплектации. На основании сформированных цехом электронных ТН кладовщиком готовятся и распечатываются и передаются комплектовщикам «Заявки на комплектование» (Рисунок 3) с отметками о срочности набора ПКИ (дефицитные и подборные ПКИ комплектуются в первую очередь и корешки таких заявок печатаются серым цветом, а первичная комплектация с непомеченными корешками, набирается в срок не более 3-х рабочих дней с момента отправки ТН цехом на склад комплектации), кроме того, в заявке производится автоматический подбор серий ПКИ с подходящими сроками использования в соответствии с указанными в КВ, и адрес места хранения.
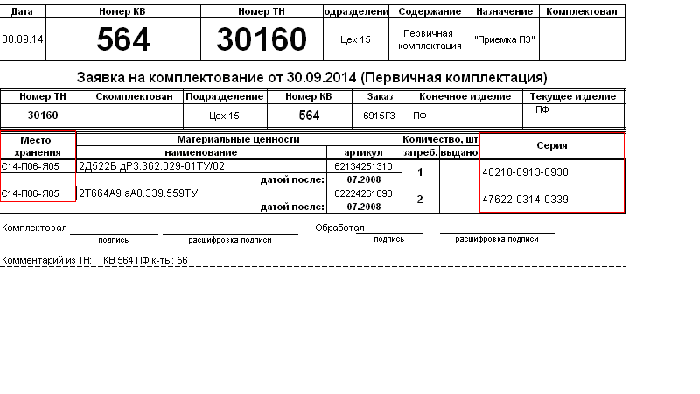
рисунок 3
После завершения комплектования корешок заявки с номером документа «Требование-накладная» и наименованием изделия заполняется, отрывается, прикрепляется к подготовленным пакетикам с ПКИ и передаются кладовщикам для последующего заполнения документа «Требование-накладная» в системе «1С:УПП 8».
Этапы комплектования отслеживаются путем автоматического изменения статуса реквизита документа «Требование-накладная»:
- «Выписано» - сборочным цехом сформированы ТН;
- «Отдано на комплектование» - складом сформирована заявка на комплектование и отдана для набора;
- «Набрано» - заявка складом скомплектована;
- «В производстве» - комплектация находится в сборочном цехе.
Формирование электронной сводной ведомости дефицита (ЭСВД)
ЭСВД доступна всем пользователям, которые работают с дефицитом, и, по необходимости, может быть распечатана для оперативки по дефициту, проводимой руководителем дирекции по закупкам.
Планирование закупок комплектующих
Наличие в системе актуальных ЭКВ изделий предоставляет возможность автоматизированного составления плана закупок ПКИ отделу снабжения с использованием типового документа «План производства» (Рисунок 4) и специфических для предприятия «Помощник планирования ОАО АНПП «Темп-Авиа» (Рисунок 5) и отчета «Анализ обеспеченности для плана закупок» (рисунок 6).
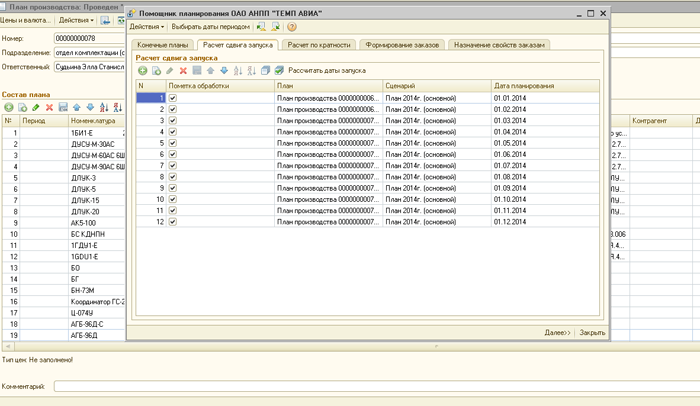
рисунок 4
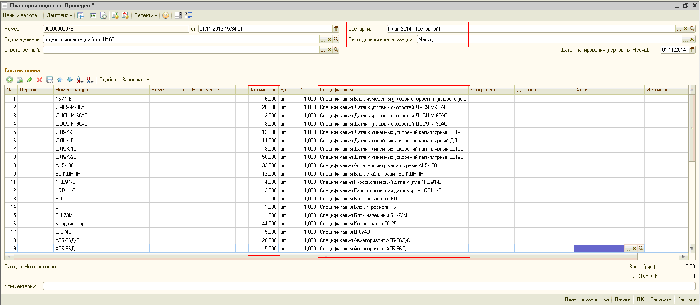
рисунок 5
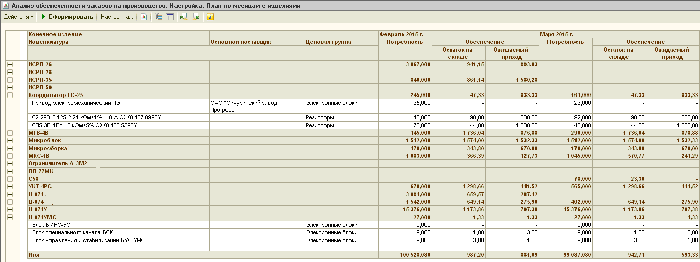
рисунок 6
При планировании закупок в документе «План производства» указывается «сценарий планирования», на каждое изделие выбирается нужная спецификация выпуска: в зависимости от того входящие в состав блоки изготавливаются собственными силами или покупаются. Для расчета потребности в ЭРИ предназначена обработка «Помощник планирования ОАО АНПП «Темп-Авиа». По кнопке «Заполнить документы планирования» на поле подкачиваются документы планирования согласно выбранному сценарию со сроками выпуска, на закладке «Расчет сдвига запуска» рассчитываются даты запуска изделий, на закладке «Расчет по кратности» можно разбивать общее количество изделия на более мелкие партии.
Далее идет формирование документов «Заказ на производство» с разбивкой по видам изделий (рисунок 7),а результат обработки плановых документов собирается в отчете «Анализ обеспеченности для плана закупок», где есть как потребность на план, так и перечень плана закупок с учетом остатков на складе и ожидаемых приходов.
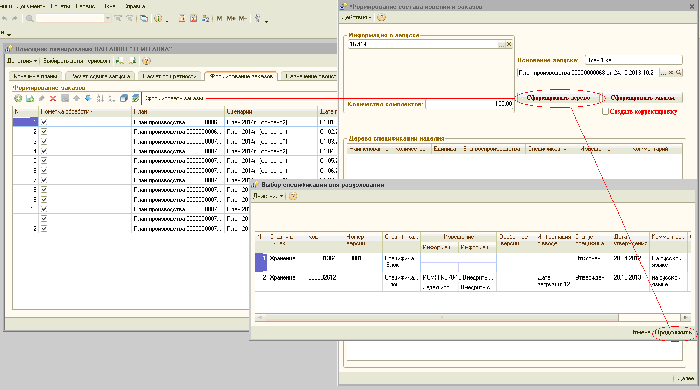
рисунок 7
Автоматизация жизненного цикла документа комплектовочной ведомости принесла предприятию следующие положительные моменты:
- сокращение времени разработчика на формирование, изменение, а также согласование документа;
- по бумажным документам запуск изделий в производство осуществлялся тремя специалистами ПДО, а по электронным – одним при возросших объемах производства;
- автоматизация контроля над обеспеченностью производства и списанием ПКИ, анализ излишков потребления по «Картам замены»;
- первый шаг к повышению прозрачности управления сборочным производством;
- автоматизация процесса формирования плана закупок ПКИ.
Рассмотренный механизм реализован на базе интеграции двух российских продуктов: T-FLEX DOCs и «1С: Управление производственным предприятием 8» в рамках построения единого информационного пространства предприятия.
Дополнительно
Поделиться ссылкой: