Технологическая подготовка производства



Технологическая подготовка производства |
|
Решаемые задачи:
✓использование различной справочной информации;
✓ведение технологических баз данных;
✓осуществление коммуникаций с другими пользователями посредством почтового механизма;
✓создание технологической структуры изделия;
✓выбор заготовки (материальное нормирование);
✓разработка технологического маршрута;
✓проектирование технологического процесса: создание его структуры, добавление оснащения, сведений об исполнителях, инструкций, эскизов;
✓связь параметров технологического перехода с параметрами эскиза;
✓разработка операций с ЧПУ, сборочных операций;
✓нормирование технологического процесса: расчёт режимов резания, трудовое нормирование, нормирование сварочных и лакокрасочных операций;
✓создание технологического процесса на основе прототипа, автоматический пересчёт значений параметров;
✓создание альтернативных вариантов техпроцесса;
✓подготовка комплекта технологической документации, его согласование и утверждение;
✓ведение архива технологической документации;
✓внесение изменений в технологический документ выпуском извещения об изменениях.
T‑FLEX DOCs позволяет осуществлять все этапы технологической подготовки производства от получения технологом задания на разработку технологического процесса до сдачи в архив комплекта согласованной и утверждённой технологической документации.
Для работы технолога в T‑FLEX DOCs предназначена специальная конфигурация «Технология». Данная конфигурация содержит инструменты для разработки единичных, типовых, групповых технологических процессов изготовления изделий, которые могут включать операции резания, в том числе операции с ЧПУ, операции термической обработки, нанесения гальванических покрытий, сварки, сборки, технического контроля. Помимо этого, с помощью T‑FLEX DOCs могут быть разработаны техпроцессы технического обслуживания и ремонта изделий.
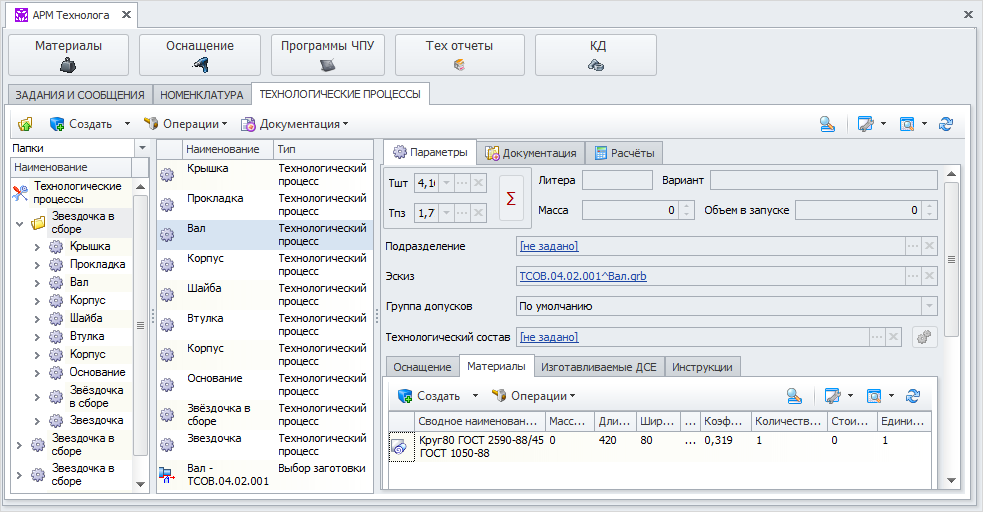
Конфигурация T‑FLEX DOCs "Технология" содержит рабочую страницу "АРМ Технолога", на которой собраны основные инструменты, необходимые технологу в работе.
Данная рабочая страница открывается при запуске T‑FLEX DOCs в конфигурации "Технология" автоматически. Если страница была закрыта, то для её вызова используется команда главного меню Рабочие страницы > АРМ Технолога.
Однако, несмотря на наличие отдельной конфигурации, технолог работает в едином информационном пространстве T‑FLEX DOCs, что позволяет ему разрабатывать технологические процессы в привязке к объектам конструкторской структуры изделия, просматривать рабочие чертежи деталей, получать различную справочную информацию в зависимости от назначенных прав доступа, осуществлять коммуникации с другими пользователями.
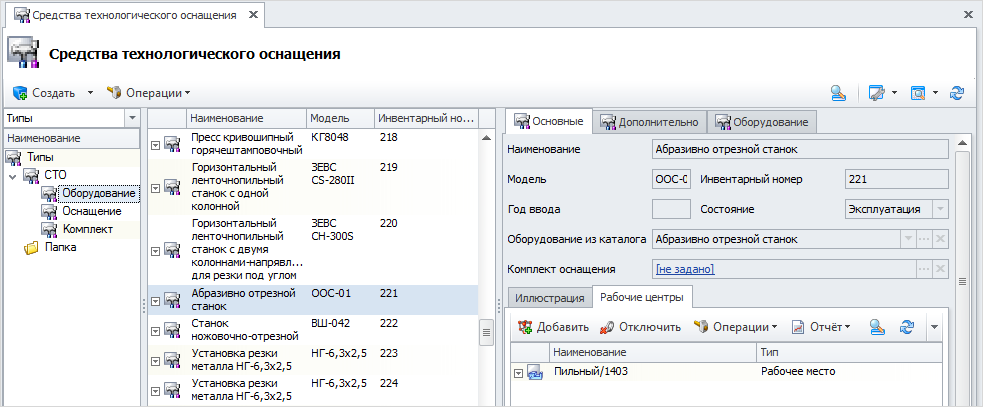
В конфигурации T‑FLEX DOCs "Технология" осуществляется ведение технологических баз данных, например, справочника средств технологического оснащения. Эти данные в дальнейшем используются при разработке технологических процессов.
Технологические данные содержатся в справочниках, составляющих группу справочников "Технологические справочники".
Справочник "Средства технологического оснащения" располагается в подгруппе "Технологическое оснащение".
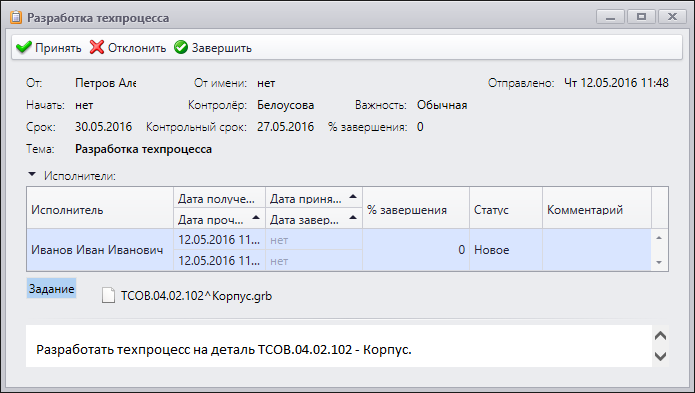
Задание на разработку технологического процесса технолог получает посредством почтового механизма T‑FLEX DOCs.
Входящие сообщения и задания отображаются в почтовом ящике пользователя в системном окне Почта.
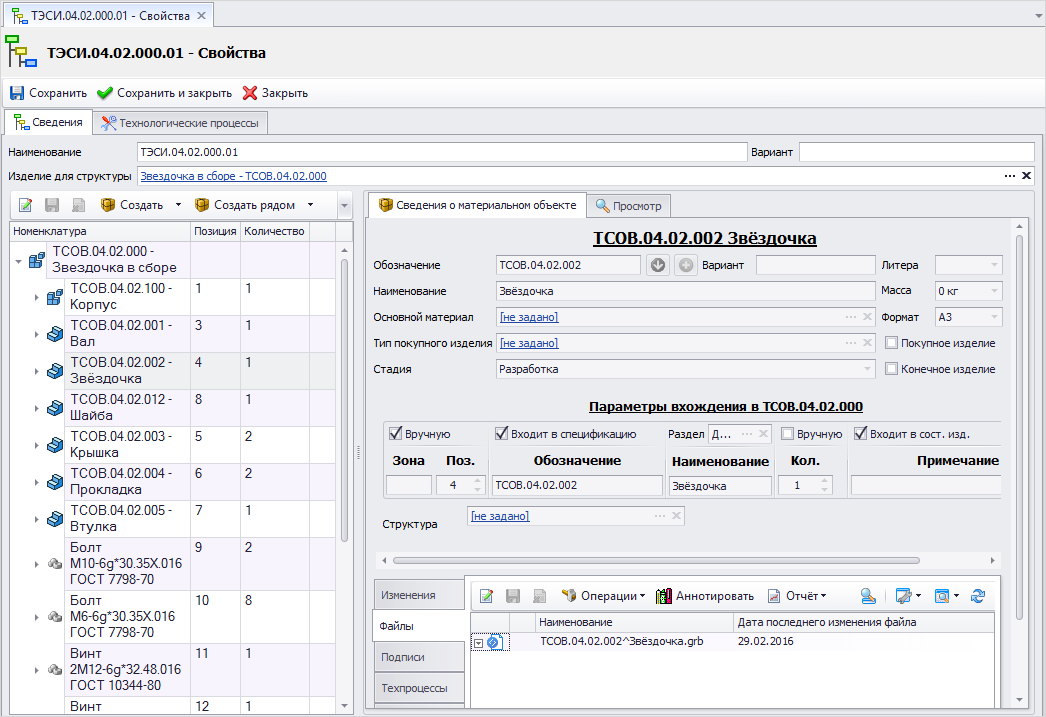
Технологическая подготовка производства начинается с создания технологической структуры изделия на основе его конструкторской структуры. Технологическая структура отражает этапы технологического процесса сборки и содержит сведения о расходуемых на изготовление изделия материальных ресурсах.
К технологической структуре изделия можно прикрепить заготовку детали, например, поковку, на изготовление которой затем будет разработан отдельный техпроцесс, или специальную технологическую оснастку, которая будет спроектирована и изготовлена для использования в технологическом процессе производства изделия.
Для создания технологической структуры необходимо выбрать требуемое изделие в справочнике "Номенклатура и изделия", вызвать окно его свойств, перейти на вкладку Дополнительно, в разделе Структуры изделия нажать на кнопку ![]() и выбрать тип "Технологическая структура".
и выбрать тип "Технологическая структура".
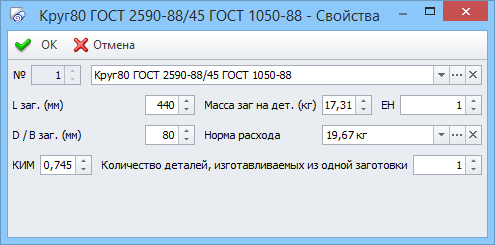
Если для изготовления детали будет использоваться заготовка из проката, то её параметры можно задать вручную при создании техпроцесса или рассчитать автоматически с помощью дополнительного модуля T‑FLEX DOCs "Нормирование", который устанавливается отдельно.
Материальное нормирование с использованием данного модуля производится в окне технологической структуры изделия. Для запуска расчёта необходимо открыть окно свойств детали, перейти на вкладку Дополнительно и в разделе Технологические процессы нажать на кнопку [Выбор заготовки].
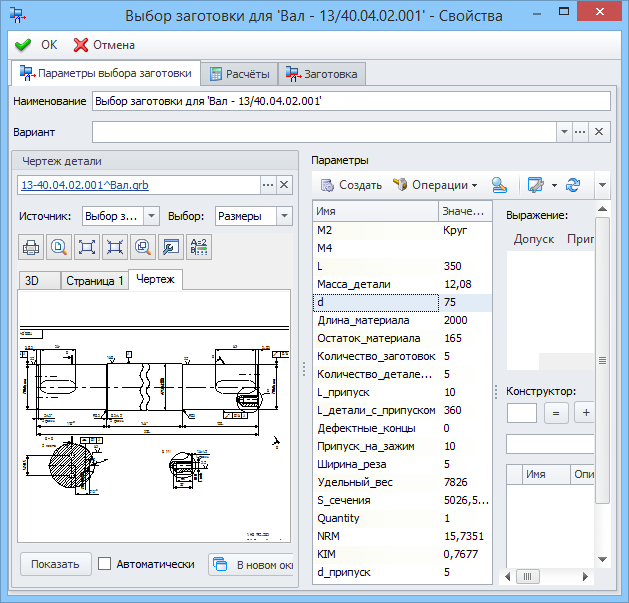
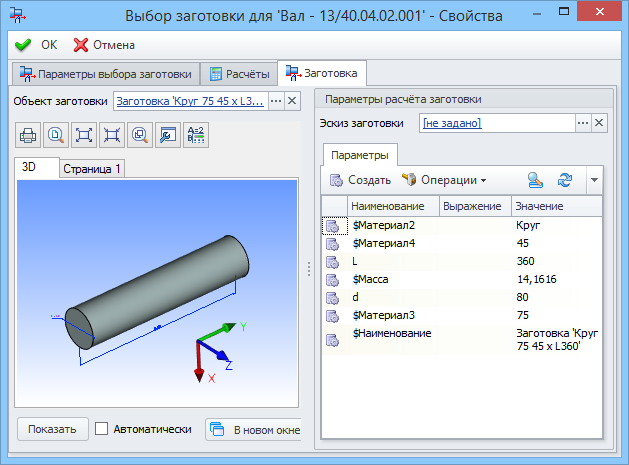
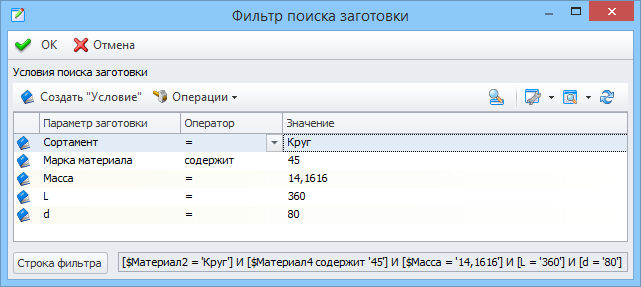
По результатам расчёта система осуществляет поиск подходящей заготовки в справочнике "Номенклатура и изделия". Если подходящая заготовка не найдена, в справочнике будет создан новый объект типа "Заготовка" с соответствующими значениями параметров.
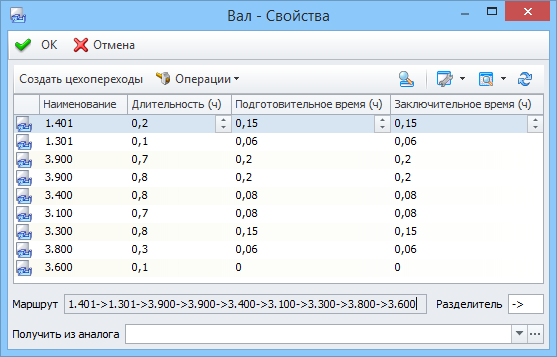
На основе созданной технологической структуры разрабатываются технологические маршруты изготовления отдельных деталей и сборочных узлов. Технологический маршрут показывает перемещение детали по цехам и участкам, содержит приблизительное время её обработки и служит для планирования производства.
Для создания технологического маршрута изготовления объекта номенклатуры необходимо открыть окно его свойств, перейти на вкладку Дополнительно, в разделе Технологические процессы нажать на кнопку ![]() и выбрать тип "Технологический маршрут".
и выбрать тип "Технологический маршрут".
На основе маршрута изготовления детали формируется техпроцесс, в который автоматически будут перенесены данные из технологического маршрута. Далее полученный техпроцесс редактируется и дополняется необходимыми данными.
Техпроцесс также может быть создан "с нуля" в диалоговом режиме.
Для этого необходимо вызвать окно свойств объекта номенклатуры, для которого разрабатывается техпроцесс, перейти на вкладку Дополнительно, в разделе Технологические процессы нажать на кнопку ![]() и выбрать тип "Технологический процесс".
и выбрать тип "Технологический процесс".
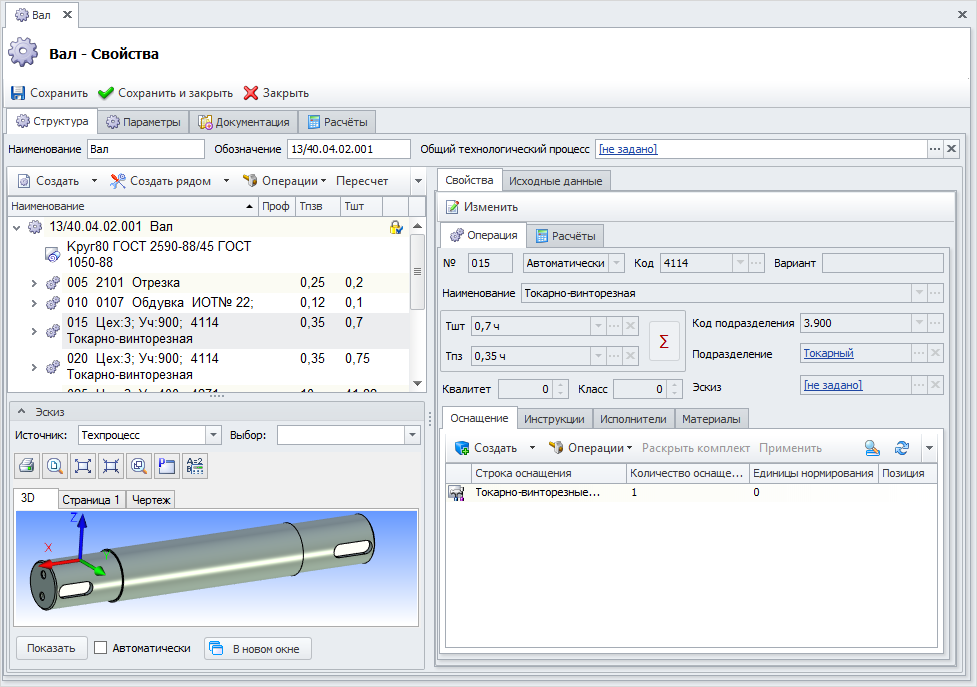
При проектировании техпроцесса создаётся его структура – операции и переходы, задаётся заготовка детали, а также вспомогательные материалы, необходимые для изготовления детали.
Структура техпроцесса создаётся в окне его свойств на вкладке Структура с помощью кнопки ![]() .
.
Для добавления заготовки детали или вспомогательных материалов используется кнопка ![]() на вкладке Материалы вкладки Параметры.
на вкладке Материалы вкладки Параметры.
Для каждой технологической операции или перехода выбираются средства технологического оснащения из одноимённого справочника: оборудование, технологическая оснастка, режущий и контрольно-измерительный инструмент.
Добавление средств технологического оснащения производится с помощью кнопки ![]() в окне свойств операции (перехода) на вкладке Оснащение вкладки Операция (Переход).
в окне свойств операции (перехода) на вкладке Оснащение вкладки Операция (Переход).
В параметрах операции указываются сведения об исполнителях данной операции (профессия, разряд, степень механизации труда), технологические инструкции и инструкции по технике безопасности.
Сведения об исполнителях добавляются в параметры операции на вкладке Исполнители вкладки Операция с помощью кнопки ![]() , а инструкции – на вкладке Инструкции вкладки Операция с помощью кнопки
, а инструкции – на вкладке Инструкции вкладки Операция с помощью кнопки ![]() .
.
К технологическому процессу или его отдельным элементам могут быть прикреплены эскизы из справочника "Файлы". Это могут быть как технологические эскизы переходов и операций, так и чертёж детали или её 3D-модель.
Добавление эскиза осуществляется в поле Эскиз в окне свойств выбранного элемента технологического процесса:
✓для техпроцесса – на вкладке Параметры,
✓для операции – на вкладке Операция,
✓для перехода – на вкладке Основные вкладки Переход.
Просмотреть прикреплённый эскиз можно в окне свойств техпроцесса на вкладке Структура.
Текст технологического перехода может быть произвольным, а может и задаваться с помощью шаблона. Значения параметров шаблона текста перехода могут быть заданы как в числовом виде, так и в виде выражений, а также иметь связь с параметрами детали из прикреплённого эскиза.
Текст перехода задаётся на вкладке Параметры вкладки Переход в окне свойств перехода.
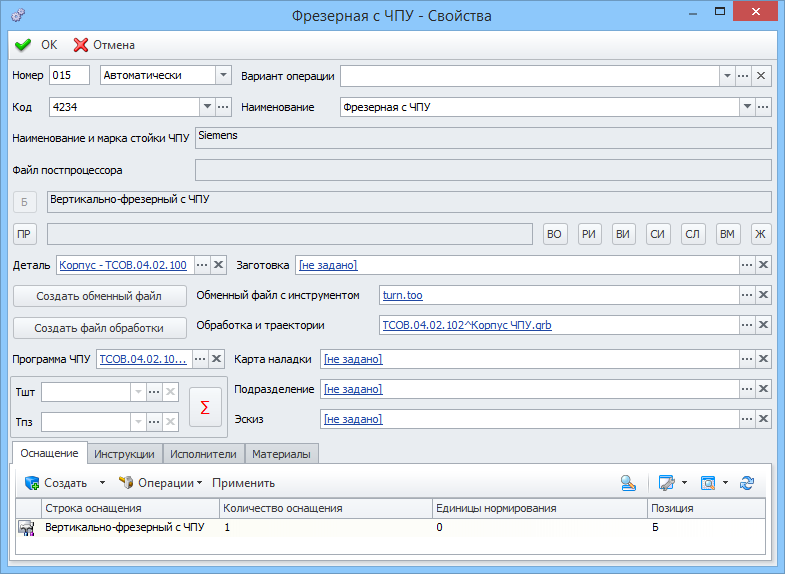
В окне свойств операции с ЧПУ содержатся необходимые сведения о стойке ЧПУ и постпроцессоре, а также подключаются обменный файл с инструментом, файлы обработки и траектории, программы ЧПУ, карты наладки.
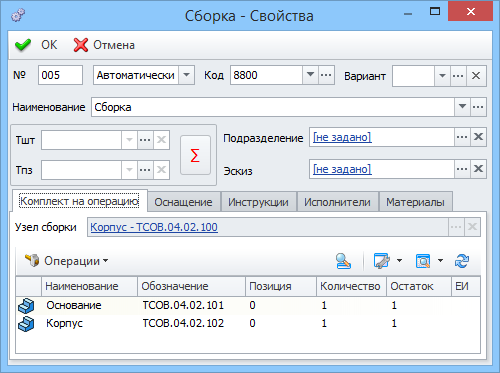
Для сборочной операции указывается узел сборки из подключённой к техпроцессу технологической структуры. Состав сборочного узла отобразится в окне свойств операции. В свойствах технологического перехода необходимо указать, какие детали будут применены на данном переходе. Таким образом, в сборочной операции ведётся учёт количества деталей сборочного узла, использованных при сборке. Это позволяет исключить ошибки при проектировании сборочных операций.
Подключение узла сборки к сборочной операции осуществляется в окне её свойств на вкладке Комплект на операцию.
Нормирование разработанного в T‑FLEX DOCs технологического процесса может быть произведено как в ручном, так и в автоматическом режиме. Для автоматического нормирования необходима установка дополнительных модулей T‑FLEX DOCs "Нормирование" (включает расчёт режимов резания и трудовое нормирование), "Нормирование сварки", "Нормирование лакокраски".
Проведение расчётов при помощи данных модулей начинается с создания объекта типа "Расчёт" на вкладке Расчёты в окне свойств технологического перехода (кнопка ![]() ). В открывшемся диалоговом окне указывается требуемый вид расчёта ("Режимы резания", "Трудовое нормирование", "Дуговая сварка в среде защитных газов" или "Лакокрасочные покрытия"). Затем необходимо выбрать созданный объект из списка и нажать на кнопку [Запустить], чтобы перейти к расчёту.
). В открывшемся диалоговом окне указывается требуемый вид расчёта ("Режимы резания", "Трудовое нормирование", "Дуговая сварка в среде защитных газов" или "Лакокрасочные покрытия"). Затем необходимо выбрать созданный объект из списка и нажать на кнопку [Запустить], чтобы перейти к расчёту.
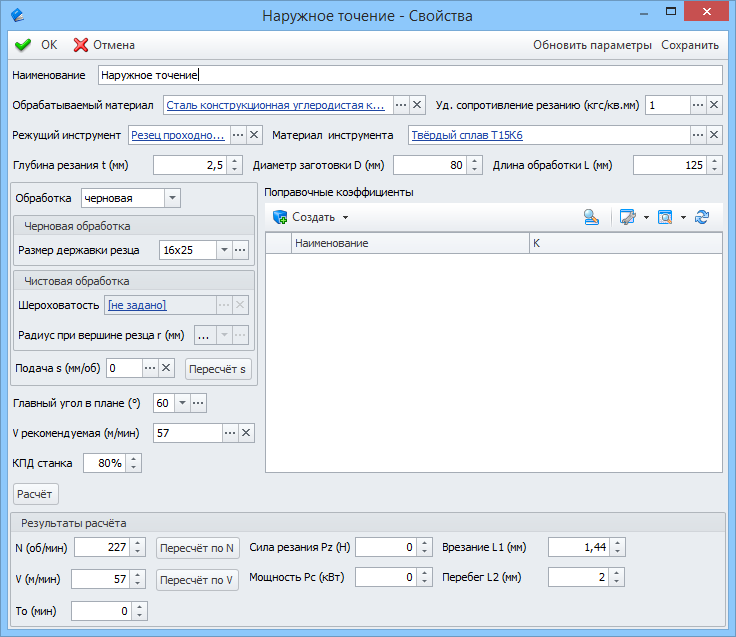
Модуль "Нормирование" позволяет производить расчёт режимов резания для сверления, рассверливания, зенкерования, развёртывания, растачивания отверстий, наружного точения поверхностей, отрезания и прорезания пазов. Расчёт основывается на исходных данных, полученных из параметров технологического перехода или введённых вручную пользователем, и данных специальных технологических справочников.
После запуска расчёта "Режимы резания" на вкладке Расчёты появляется диалоговое окно, в котором необходимо нажать на кнопку ![]() и выбрать из списка требуемый вид обработки.
и выбрать из списка требуемый вид обработки.
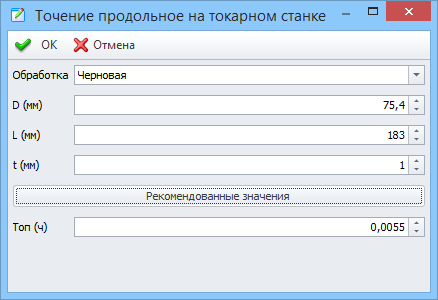
Помимо этого, модуль "Нормирование" позволяет выполнить расчёт основного времени обработки для различных технологических операций:
✓точения наружных и внутренних поверхностей,
✓сверления, зенкерования, развёртывания отверстий,
✓нарезания внутренней и наружной резьбы,
✓фрезерования,
✓долбления,
✓строгания,
✓внутреннего, наружного и плоского шлифования.
После запуска расчёта "Трудовое нормирование" необходимо выбрать из списка требуемый вид обработки.
Исходные данные для расчёта будут взяты из параметров перехода. По исходным данным осуществляется подбор значения основного времени из соответствующего технологического справочника.
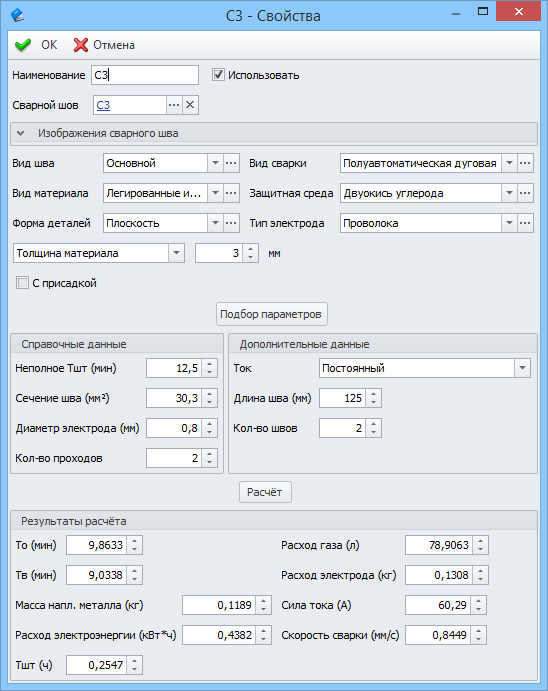
Автоматическое нормирование операций дуговой сварки в среде защитных газов производится при установленном модуле "Нормирование сварки".
После запуска расчёта "Дуговая сварка в среде защитных газов" откроется диалоговое окно, в нижней части которого необходимо нажать на кнопку ![]() .
.
Исходными данными для такого расчёта является вид сварки и тип сварного шва, вид материала, форма и толщина свариваемых деталей, защитная среда, в которой будет проходить сварка, и тип используемого электрода. Результатом расчёта являются нормы времени на проведение сварочной операции, а также расход используемых материалов и электроэнергии.
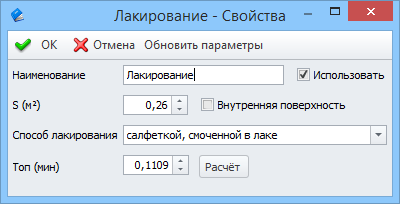
Модуль "Нормирование лакокраски" позволяет рассчитывать нормы времени на проведение таких операций, как лакирование, окрашивание, грунтование, нанесение мастики, промывка, обезжиривание, обвёртывание бумагой, изолирование и других, а также различных загрузочных и разгрузочных работ и операций перемещения.
После запуска расчёта "Лакокрасочные покрытия" откроется диалоговое окно, в котором необходимо нажать на кнопку ![]() .
.
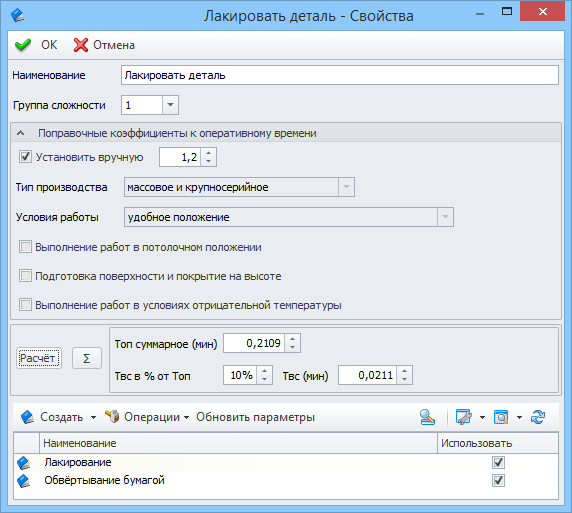
Далее с помощью кнопки ![]() , расположенной в нижней части окна, необходимо создать объект требуемого типа, выбрав его из списка.
, расположенной в нижней части окна, необходимо создать объект требуемого типа, выбрав его из списка.
Помимо стандартных расчётов, включённых в специальные модули T‑FLEX DOCs, пользователь может создавать собственные технологические расчёты, используя блок-схемы или код на языке программирования С#.
В случае, когда значения параметров техпроцесса, содержащего стандартные или пользовательские расчёты, изменились, для запуска пересчёта достаточно воспользоваться командой Формирование контекстного меню техпроцесса.
Проектирование технологического процесса может осуществляться не только "с нуля", но и с использованием ранее созданного прототипа, что значительно упрощает и ускоряет работу технолога. Из техпроцесса-прототипа будут скопированы значения параметров, а также прикреплённые объекты (оснащение, исполнители, материалы) и файлы эскизов.
В таком случае при создании нового объекта типа "Технологический процесс" необходимо перейти на вкладку По прототипу и выбрать требуемый техпроцесс-прототип из списка.
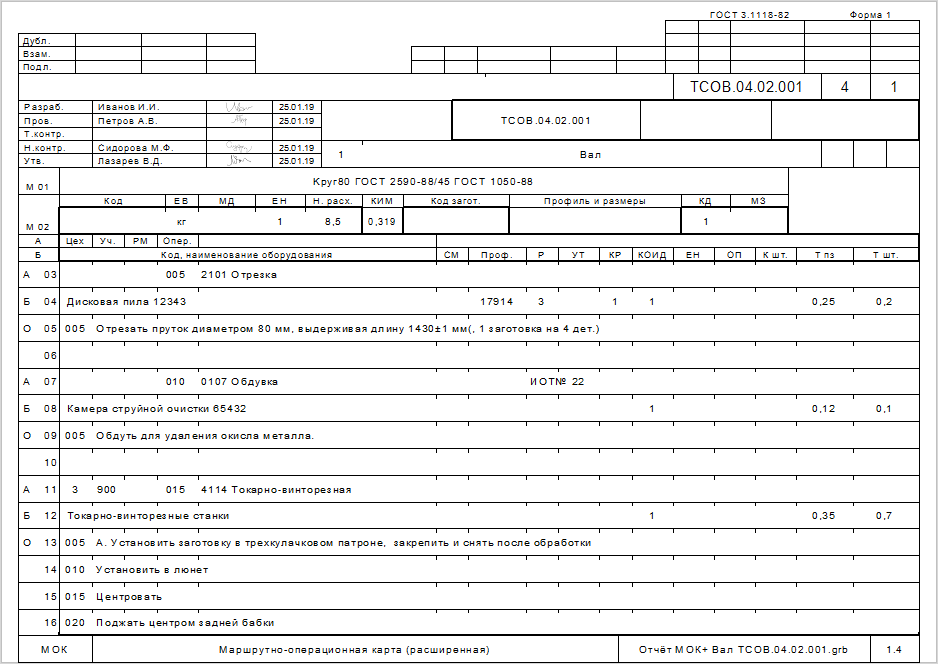
T‑FLEX DOCs позволяет подготовить комплект технологической документации, соответствующей требованиям ЕСТД, на основе входящих в систему шаблонов документов, а также создать собственные шаблоны или отредактировать имеющиеся с помощью генератора технологических карт.
Подготовка комплекта документации осуществляется в окне свойств техпроцесса на вкладке Документация.
Комплект технологических документов, созданный в T‑FLEX DOCs, может быть согласован и утверждён вручную или в автоматическом режиме с помощью бизнес-процесса "PDM. Согласование ТД".
Запуск процесса может выполнить любой пользователь системы, имеющий соответствующий доступ.
Для запуска бизнес-процесса предназначена кнопка ![]() панели инструментов окна справочника "Технологические процессы".
панели инструментов окна справочника "Технологические процессы".
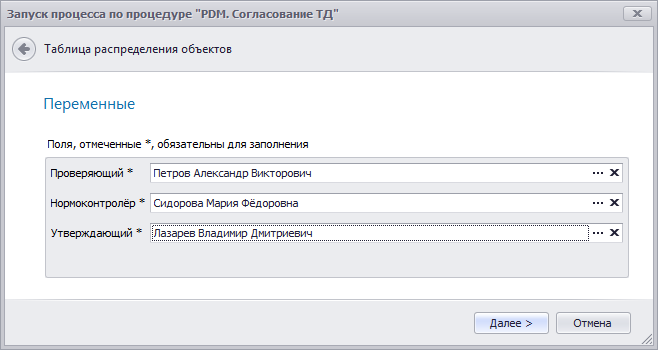
В ходе бизнес-процесса его участники будут получать задания на согласование и утверждение, отправленные системой.
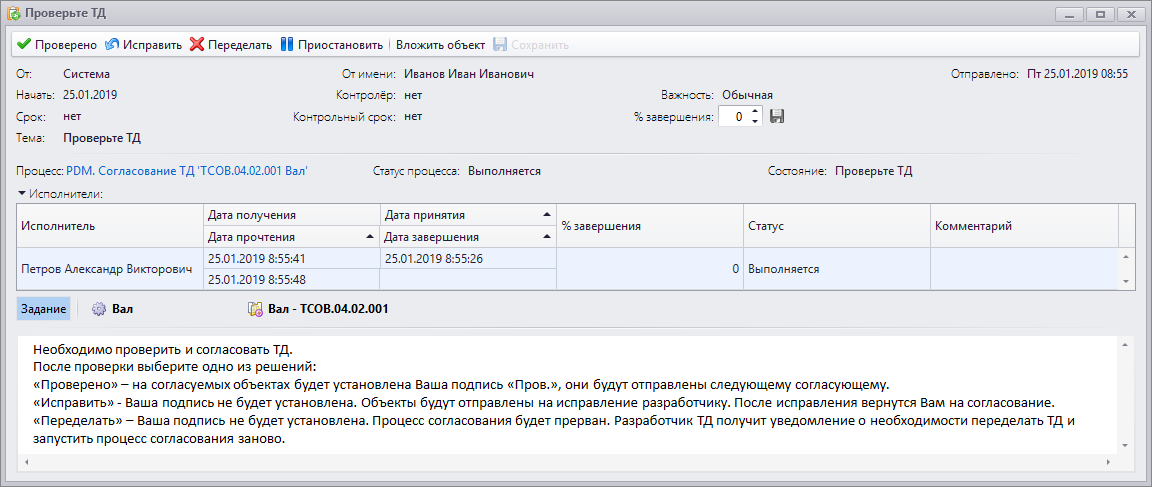
В результате работы бизнес-процесса на документах будут установлены соответствующие подписи.
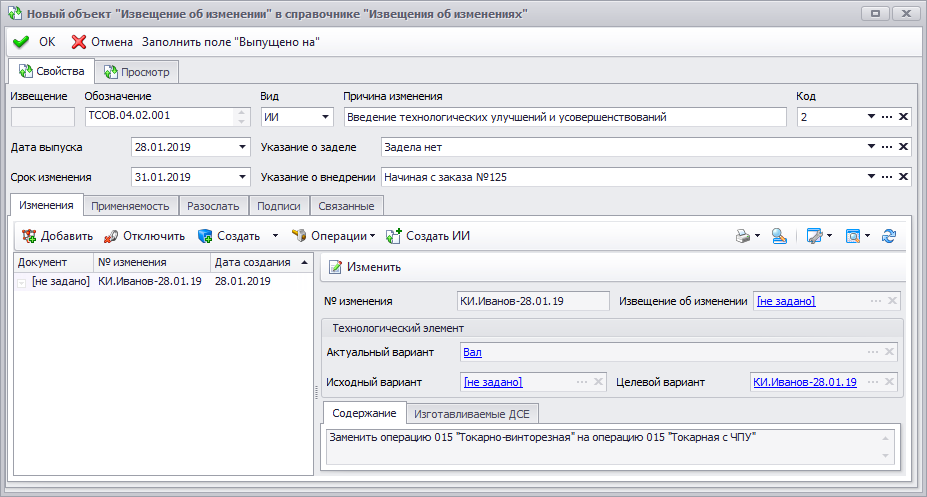
После утверждения комплект технологических документов регистрируется и хранится в архиве. Если возникает необходимость внесения изменений в технологический документ, хранящийся в архиве, выпускается извещение об изменениях. В этом случае изменения сначала вносятся в рабочий вариант - копию исходного техпроцесса, после чего для него формируются новые технологические документы.
Для создания извещения об изменении необходимо нажать на кнопку ![]() , расположенную на вкладке Изменения в окне свойств исходного технологического процесса.
, расположенную на вкладке Изменения в окне свойств исходного технологического процесса.
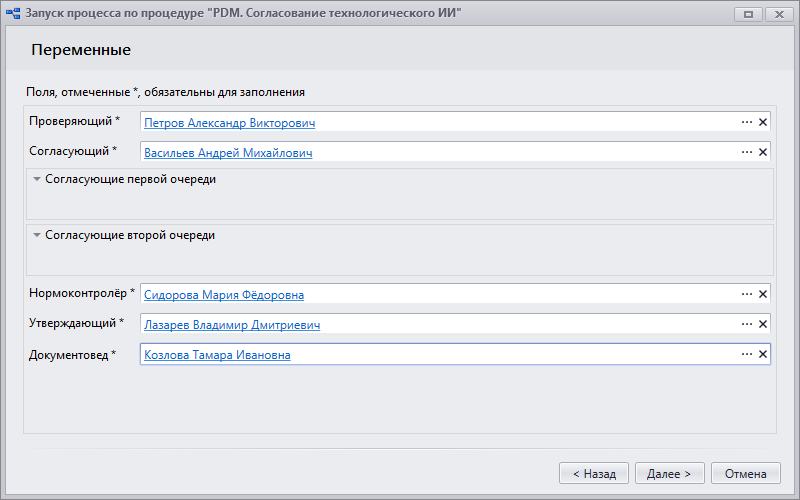
T‑FLEX DOCs содержит стандартную процедуру проведения извещения, которая может быть доработана под нужды конкретного предприятия. Данная процедура предусматривает согласование извещения и применение изменений путём совершения автоматических действий.
Запуск бизнес-процесса проведения извещения осуществляется командой его контекстного меню Согласовать технологическое ИИ.
По мере прохождения извещения по бизнес-процессу, его участники будут получать задания на согласование и утверждение, отправленные системой.
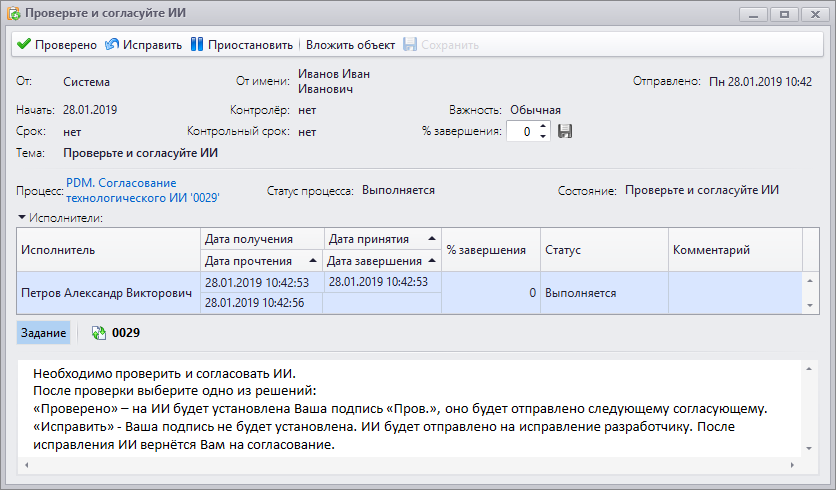
Таким образом, извещение об изменении пройдёт согласование уполномоченными лицами, а затем произойдёт автоматическая замена оригиналов и подлинников изменяемых документов в архиве на новые версии в соответствии с извещением об изменении.
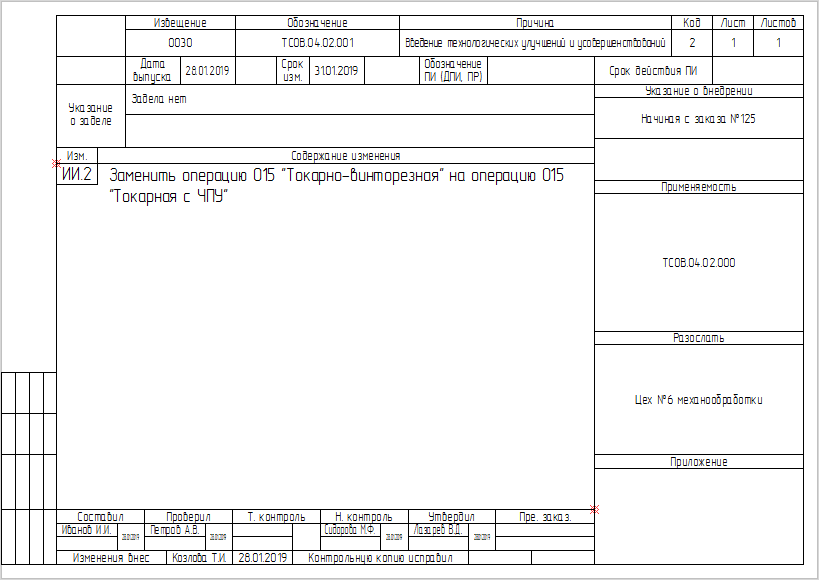
На основе стандартного шаблона, соответствующего ГОСТ 2.503-2013, с помощью генератора отчётов формируется электронный вариант документа.
Для формирования извещения об изменении необходимо воспользоваться командой его контекстного меню Отчёт и выбрать требуемую форму бланка.
Таким образом, T‑FLEX DOCs включает в себя все инструменты, необходимые для работы технолога и нормировщика, и позволяет при соответствующей настройке автоматизировать многие действия. Конечным результатом технологической подготовки производства будет являться комплект документов, подготовленный в соответствии с требованиями ЕСТД, содержащий все необходимые сведения, согласованный и утверждённый ответственными лицами.